AQS三回程烘干机的型号分为:623、625、628、6210和6220,AQS三回程烘干机是烘干河沙、沙子等不易粘结物料的最佳选择设备,只要用手捏松开后可以自然散开的物料,都可以用AQS三回程烘干机进行烘干。所谓AQS三回程烘干机就是具有三层隔热效果并实现循环自保温结构体的高效烘干机设备,是由三个筒体按照一定的数学关系合理镶嵌,有效地防止了热量的散发,其热值利用率可达90%以上,是目前热能利用率最高的一种工业烘干机。最主要优点在于比传统单筒式烘干机保热效果更好,本烘干机由内筒、中筒及外筒形成一个自保温循环结构体,工作效率更高,更节能,环保。

AQS三回程烘干机,即高效组合式烘干机。采用欧洲最新节能技术――镶钳式结构。内筒、中筒及外筒形成一个自保温结构体。同时滚筒外包保温材料及不锈钢板,进一步减少散热损失。提高热效率。特殊的热工设计理念,消除风洞热量损耗,增加热交换面积和单位容积蒸发强度,节能效果佳。符合国际创建环境友好型, 资源节约型社会的政策,是替代传统烘干设备的环保节能型产品。该设备用于烘干黄沙、河沙、石英砂、矿渣、粘土等原材料,广泛应用于建材、化工、铸造等行 业,可适应煤、油、气等多种燃料。

| 设备型号 | 尺寸M | 生产率T | 终水分 | 耗煤量(KG/T砂) | 功率(KW) |
| AQS-623 | 1.7×1.8 |
3-5 | <0.5% | 5-7 | 4.0 |
| AQS-625 | 2.1×2.2 |
4-6 |
<0.5% | 5-7 | 5.5 |
| AQS-628 | 2.2×2.4 | 6-8 | <0.5% | 6-8 | 7.5 |
| AQS-6210 | 2.5×2.7 | 8-12 | <0.5% | 8-10 | 4×2 |
| AQS-6215 | 2.8×3.0 | 14-16 | <0.5% | 8-10 | 5.5×2 |
| AQS-6220 | 3.0×4.0 | 18-22 | <0.5% | 8-10 | 4×4 |
| AQS-6225 | 3.2×4.5 | 23-26 | <0.5% | 8-12 | 5.5×4 |
| AQS-6230 | 3.0×6.0 | 28-35 | <0.5% | 8-12 | 7.5×4 |
| AQS-6250 | 3.2×7.0 | 48-55 | <0.5% | 8-12 | 11×4 |
| AQS-6280 | 3.8×8.0 | 70-80 | <0.5% | 8-12 | 15×4 |
| AQS-6250×2 | 4.2×9.0 | 98-110 | <0.5% | 8-12 | 22×4 |
说明:网上其它公司的HAS代表第一代AQS三回程烘干机,HBS代表第二代大型AQS三回程烘干机,目前我公司是唯一一家具有成熟经验生产大型AQS三回程烘干机设备的厂家,我们推出的AQS品牌AQS三回程烘干机,突出特点节能、环保、高效!
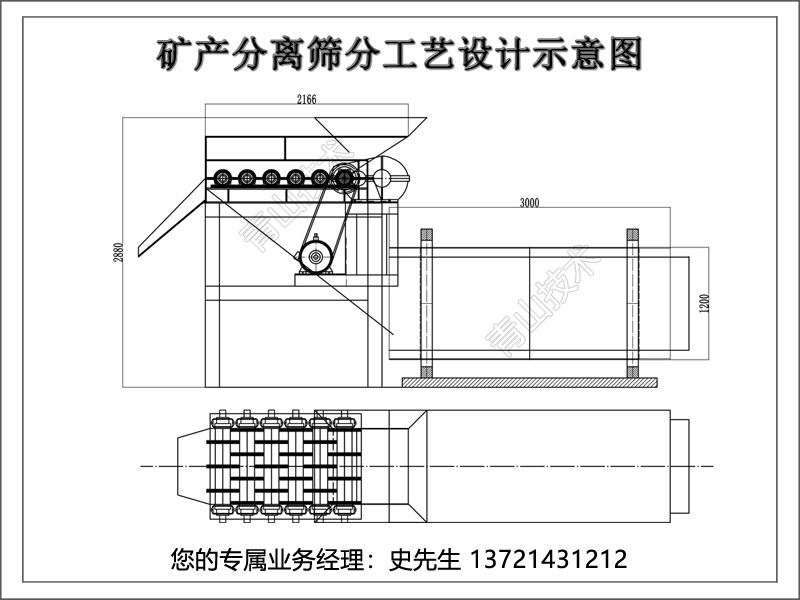
烘干物料(沙子)先经过给料滤斗和圆盘给料机给料到皮带输送机上,然后沙子被皮带输送机运输到经过热风炉的流沙管,沙子再通过流沙管进入到三回程主机筒体。首先沙子先到达三回程的内筒,在内筒固定搅拌叶轮和向前旋叶片的作用下沙子被很快向前推进,到达三回程另一端,此为一回程。在内筒进料端口小,出料端口大,利于物料向前推进。

沙子到达另一端后被挡板档回到中筒,在出料口端,中筒比内筒稍长与挡板相接,同样在向回旋叶片的作用下,沙子在中筒被旋回到入料口一端,此为二回程;在中筒物料是由大口出料端向小口进料端流向的。
因在进料端中筒比外筒稍短,加之在外筒向前旋叶片的作用下,沙子进入到三回程外筒并被向前推进,此为第三回程;
在出料口处,中筒回档板和外筒用钢板竖直镶嵌,有效地使沙子分散和出料,在出料口配套有除尘和排气口,这样水分和部分粉尘就可以被排出和过滤,经过三个回程的炒翻烘干,沙子就可以达到用户需求的含水量,最后通过皮带输送机将烘干后的沙子输送到成品料仓。

1、设备投资是国外进口产品的20%,采用耐磨锰板制造,比普通钢板耐磨3-4倍。
2、物料初水分15%,终水分确保0.5-1%以下,是水泥厂矿渣粉,干粉砂浆生产线等各种烘干工程首选产品。
3、比传统单筒烘干机提高热效率达40%以上。
4、燃料可适用白煤、烟煤、煤矸石、油、汽。能烘20-40mm以下块料、粒料、粉状物料。
5、比单筒烘干机减少占地面积60%左右。土建投资降低60%左右,安装方便。
6、无漏风现象,彻底解决了密封难点。
7、出料温度≤60度,可直接进料库,无需进冷却棚冷却。
8、外筒体温度≤60度,废气温度<120度,除尘设备布袋使用时间长2倍以上。
9、耗煤是单筒烘干机的1/3,节电40%,吨标煤耗<9公斤。

1、烘干机的安装应严格按上装配图和基础图的要求规范施工,烘干机安装前,应对其零部件及其辅佐件 一律清查,清擦,清理干净完备齐全。
2、由于烘干机是长体大型设备,因此安装时应按此顺序和方法进行:
(一)划基础线:在基础标板上正确的作出十字线,标高线,中心标板埋设要达到使用方便,准确并考虑 机座安装后不被遮盖。
(二)安装底座与拖轮:铲平垫铁位置,划出底座,拖轮的中心线,按照图纸要求,找准底座与拖轮的安装位置,调平放正,先把基础孔灌浆,混凝土达到一定强度时,拧紧地脚螺栓,复查合格后,再安装筒体。
(三)安装筒体及滚圈:先将滚圈装在筒体上,固定时所需要的凹状接头要一正一反交错配置,并调整垫铁的厚度,使滚圈与凹状接头的接触保持相应的间隙,切勿一致,并点焊凹状接头螺栓头部与筒体内。
(四)安装大齿轮:安装前检查对接面接口不得有碰撞痕迹,把大齿轮与筒体接触表面清擦干净,然后将两半齿轮小心的对好并拧紧接口螺栓,便将大齿轮装在筒体上。转动筒体,检查大齿轮的径向跳动和侧向摆动,直至校调合格。
(五)安装小齿轮、减速机、电机:根据已装好的大齿轮,调整好大、小齿轮的啮合参数并达到设备规定要求,固定小齿轮,减速机电机的位置。
(六)安装齿轮罩:使其与齿轮的边缘距离匀称。
3、上述工作全部做好后,进行二次灌浆,对灌浆的要求应按土建设计的有关规定进行。与灌浆有关的安装复查,调试工作同步进行,以确保烘干机的安装质量。
我公司提供各种:河沙烘干机、黄沙烘干机、石英砂烘干机、矿渣烘干机、煤灰烘干机、煤泥烘干机、果渣烘干机、铸造砂烘干机、树脂砂烘干机等烘干机设备,欢迎广大客户前来公司做实地考察!
了解详情,请留下您的联系方式我们24小时内与您联系,创业有风险,投资需谨慎! 欢迎关注我们微信公众号:QQ346363458